 ɨһɨ���ֻ����
ɨһɨ���ֻ����








- ����SBS��ƽ����SB5500,SB2000,ɰ���Զ�ƽ��SB-1000
��ϸ��Ϣ
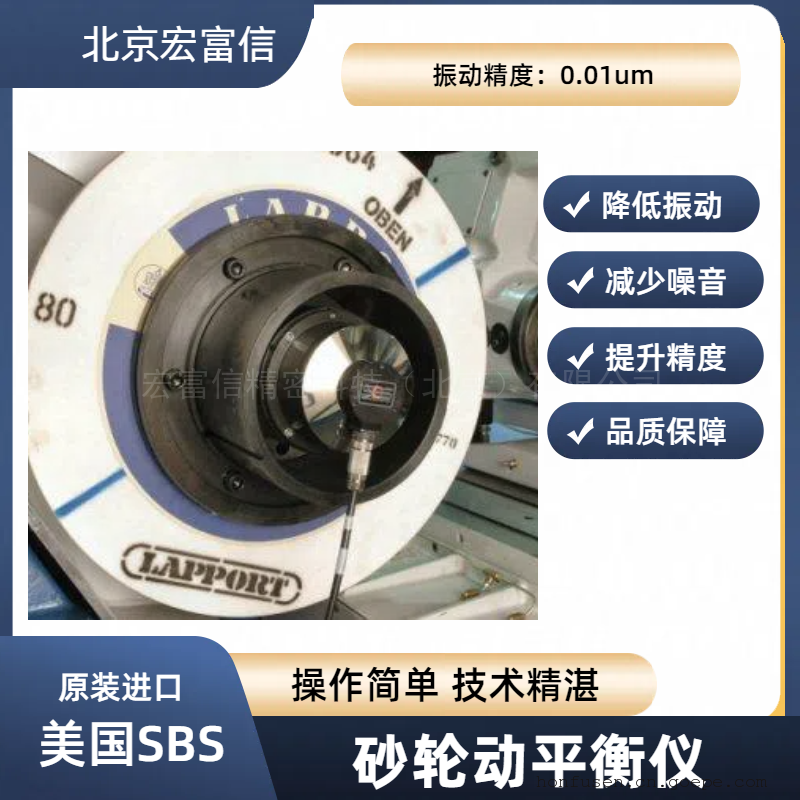
Ʒ����sbs �ӹ��������� �ͺ���SB-1000 ��Ʒ��;��ĥ����ƽ���� ������3 kg SB-1000��ƽ��ϵͳ����
ǿ�������ֵ�����ƣ��ӳ�ʹ����������ǿ�ɿ���
·���ڰ�װ�Ͳ���
·��������ʱ�䣬��߲�����
·�Զ�ƽ�⾫�ȴﵽ0.02��ˮƽ����߲�������
·�ӳ�ɰ�֡������ֺ������������
·ͼ��ʽ�û����棬ȫ������
·�ڶ��SBS�ͻ�����
·�����е�SBS�豸����

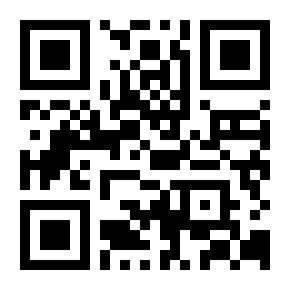
Ϊʹĥ��ɰ��ȷ�и��֤����Ĺ⻬�ԺͲ����������ε���ȷ�ԣ���ҪԤ��ĥ�������е���
ĥ�������г���������Ҫԭ����ɰ�ֵIJ�ƽ�⡣������ԭ����ɰ�ֱ����IJ������ԣ���ɰ�ְ�
�������ֲ������ȵĿ���������ɰ�����ڲ�ƽ�⡣ɰ�ְ�װƫ�ģ�ɰ�ֿ��Ȳ�һ�£����ƽ�⣬
�Լ���ȴ��������ɰ�ֵ�����Ҳ���ܼӾ�ɰ�ֵIJ�ƽ�⡣����������Щ���أ���ʹ��ʼ��ϸ���õ�
ƽ��Ҳ�����ñ��֡����⣬����ĥ���������ԭ��ɰ�ֵ���ת����ѧ���Dz��ϱ仯��������Щ
ԭ��Ĵ��ڣ����Ǻ������ʶ��ɰ�ֵĶ�̬ƽ�������������к���Ҫ��һ�����ڡ�
�ڲ�ȷ��ȫ�Զ���ϵͳ�Ĺ��÷���ʱSB-1000���Ƶ�Ԫ����������Ϊ�����ֶ�ƽ�������ģʽ��
ϵͳ�����ֶ�ƽ��ģʽʱ����Ҫ����SBS�Զ�ƽ������
����ʹ��һ��RPM(ת��)�����������ת���������ת��(RPM)����λ������������ϵ�����λ����ʱ���ϲ�ͬ�������Ե����������Դ����RPM�źţ����ܳ��ʵ��ƽ�⡣����ʹ�ô��й̶�λ�ô������ RPM���������Ա�ȷ���������λ��
ɰ�ֵ�ƽ���ؿ����ɲ���Ա����Ҫ�� ,�ֶ�ȡ�»���λ���ﵽƽ��Ч���� SB-1000ͨ����������ĵ�ǰƽ��״����ָʾ����ԱӦ����ζ�λƽ���ؿ���ʵ��ƽ�⣬�Ӷ�Э������Ա��
��ʱִ���Զ�ƽ��
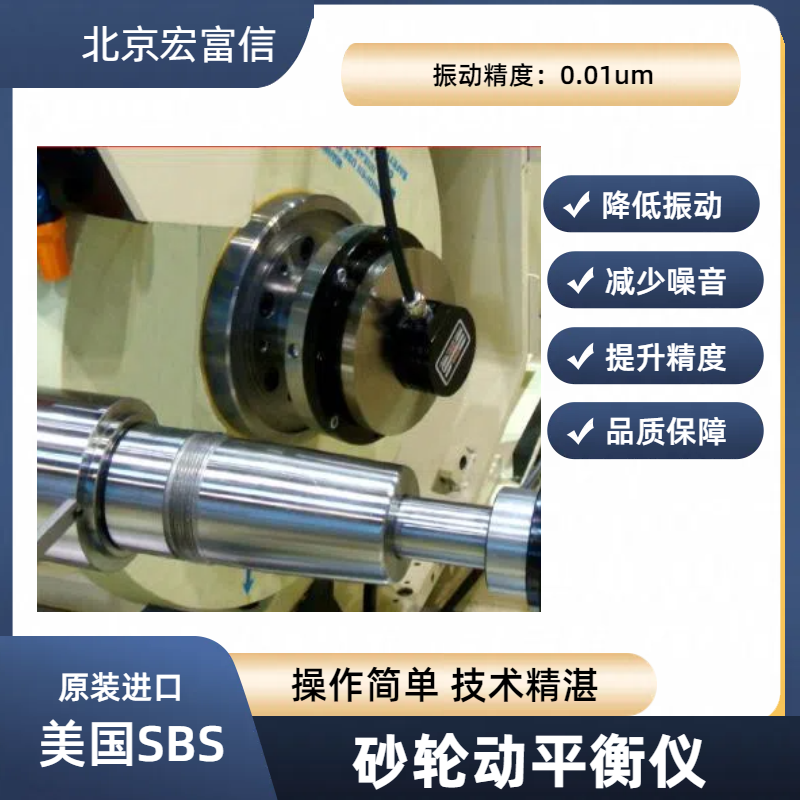
ɰ�ֽӴ�������������ʱ�ᵼ��ĥ�����������������������������Щˮƽ���ܳ�������ˮ
ƽ�����Ǵ�����ɰ��ƽ���ء��ֶ���ͨ��Ӳ�߽ӿڿɼ����ˮƽ��ȷ���Ƿ���Ҫ���µ���ƽ
�⡣�˾�ֻ���ڲ�����ĥ����������ҵʱ, (�类�ӹ�����֮��),�ſɽ��С��Զ�ƽ��ѭ��ҲӦ��ֻ�������е���ͬʱ�̽��С�����,��ĥ�����������ս���ʱִ���Զ�ƽ��ѭ��ƽ��״���������⡣
ѡ��ƽ��ģʽ���Զ����ֶ���
SB-1000������������ͬ��ģʽ�����У����Զ�ƽ��ģʽ���ֶ�ƽ��ģʽ��
�Զ�ƽ��ģʽʹ��SBSƽ������ִ��ȫ�Զ�ƽ�������
�ֶ�ƽ��ģʽʹ��RPM������������ʹ��SBSƽ������
������ģʽ�£����Ƶ�Ԫ��Ϊƽ����������У�ָ���û�����ֶ���������ɰ���ϵ����ؿ飬��ʵ��ƽ�⡣����Setup��ť������1�룬����ʾƽ��ģʽѡ����Ļ��


-
��Ӧ�̵����������Ϣ
�鿴����





�� ��
-
��Ʒ����
-
��Ʒ����




