 扫一扫,手机浏览
扫一扫,手机浏览- 技术文章
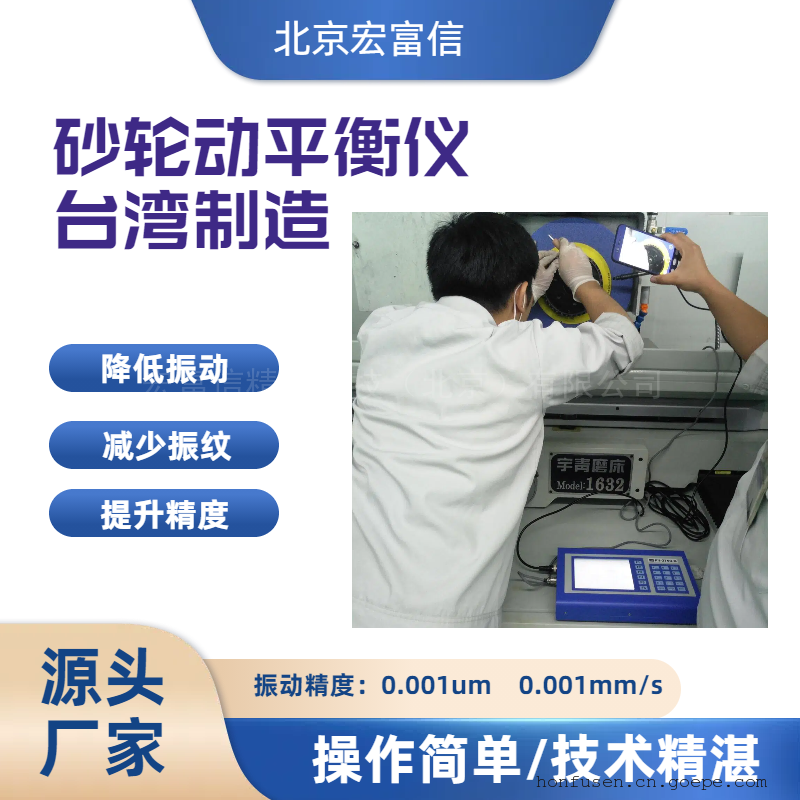
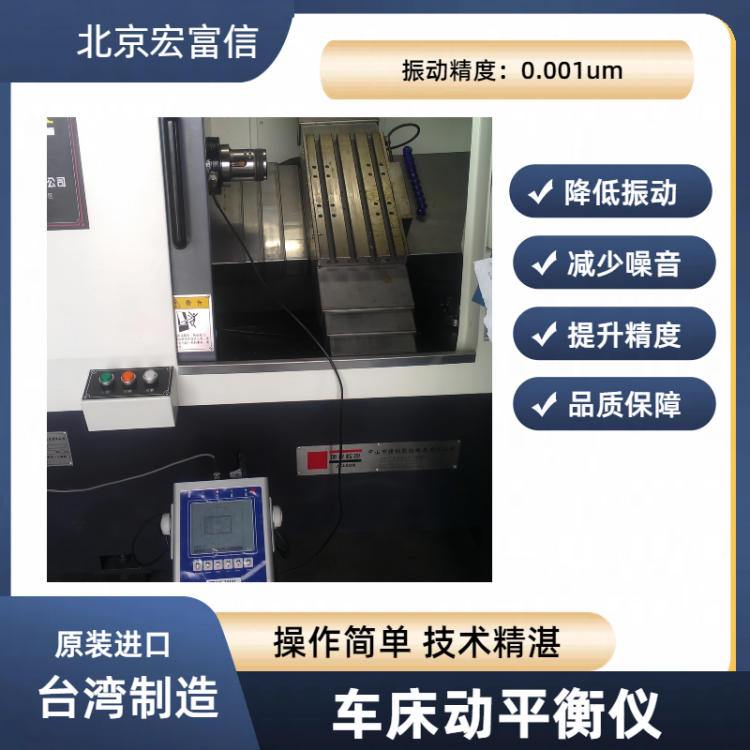
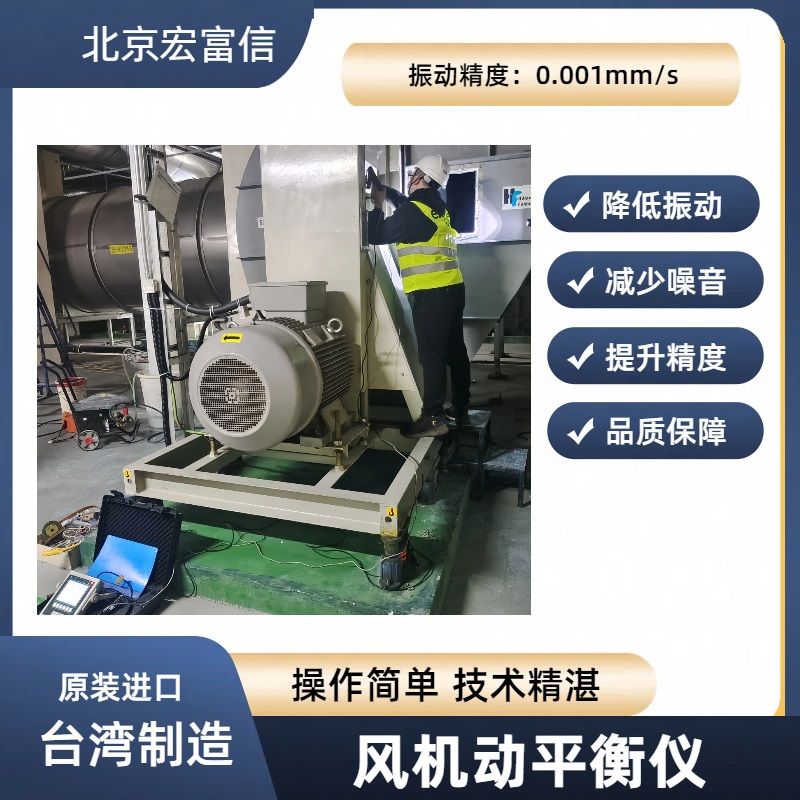
电机皮带轮动平衡的方法-以减少振动降低噪声
2019-06-19 15:30:37 来源:宏富信台湾动平衡电机转子本身属于典型的回转体。皮带轮在制造生产过程中,加工误差或手工操作的不确定性造成质量分布不均匀(即偏心),产生了不平衡。不平衡产生的力若不予以修正,不仅致使支承轴承损坏、电机损毁,也会引起机器基础开裂,结构件焊缝开裂。
从而可能会导致生产事故。所以电机安装皮带轮后一定要做动平衡。
工具/原料
- 需要动平衡调试的电机
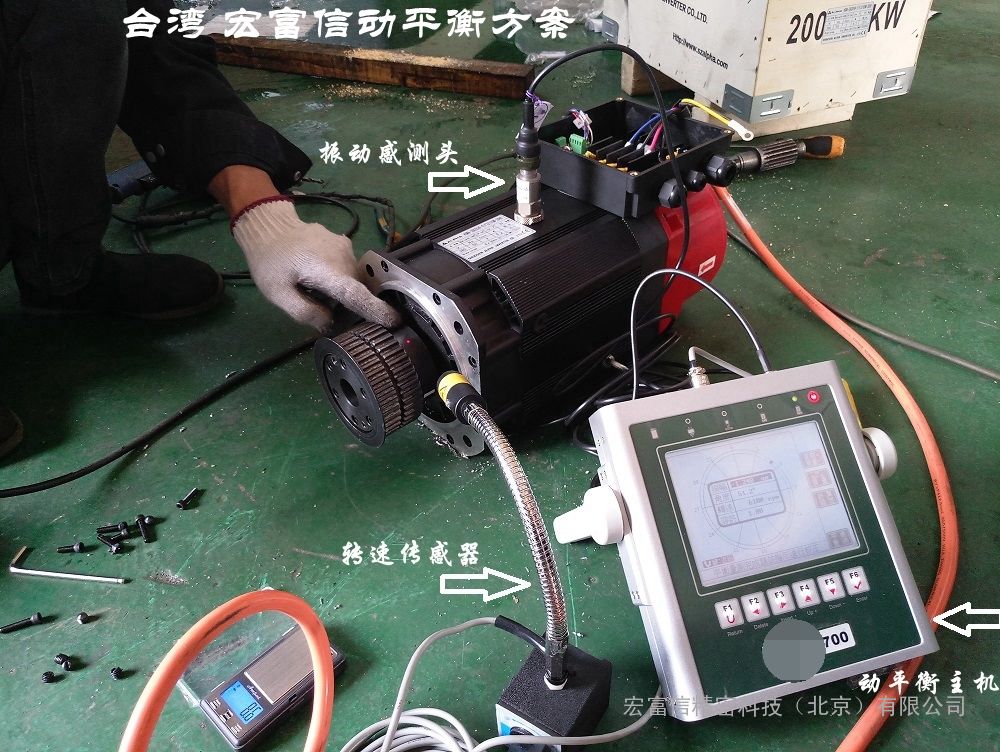
- 现场动平衡仪一台HS2900(台湾宏富信)
- 配重螺丝、电钻、电子秤(精确到0.1克)
方法/步骤
-
1
安装-选合适单位
振动加速度传感器、激光转速传感器安装完毕。
开机选-单面动平衡-切换振动单位(G、mm/s、um)
精密电机常选用振动位移单位:mm/s或um

开机测试-试重电机
开启电机显示初始振动位移为6.812um
电机停止后仪器显示,请试重于转子
在电机任意转盘的位置任意地方用钻头打孔,
之后开启电机,这时候测量振动值有可能增大
也有可能变小。这是正常现象。测量数值后电机停止

试重及定义0度
试重:
把铁削收集用动平衡仪配带的电子称,称重质量g
把称好的2.24g数据输入仪器,如果铁削不好收集要预估试重克数
(或是在电机某处贴动平衡胶泥或是加配重螺丝都可以)
这个试重度数越准确调试的动平衡也就越快捷、越精确。
角度:打孔处定义为0度(锁配重螺丝处为1孔)
选择去质量,不复原。(我们刚才打孔,孔位保留在那,不能复原)

一般动平衡调试
方法一:去重,显示206度地方去重5.189克
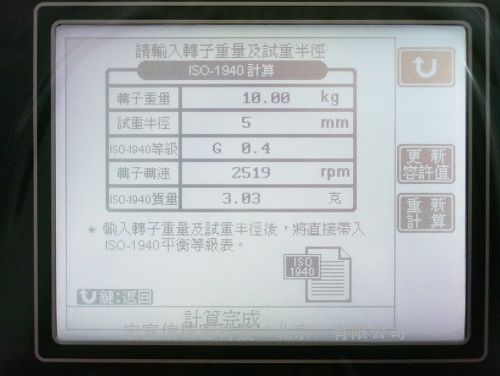
方法二:用ISO-1940 国际等级
方法三:钻孔计算精确告知钻孔角度和深度
方法四:分量计算(某角度不适合配重,把配重分级到其他角度)
方法五:孔位分配(叶轮叶片动平衡方法)
方法五:加配重(准确加重角度)


高速电机应用动平衡方法
方法一:去试重
电机皮带轮处钻孔
皮带轮打孔处定义为零度,电机0-360度就好找了,
根据仪器提示角度和试重克数操作
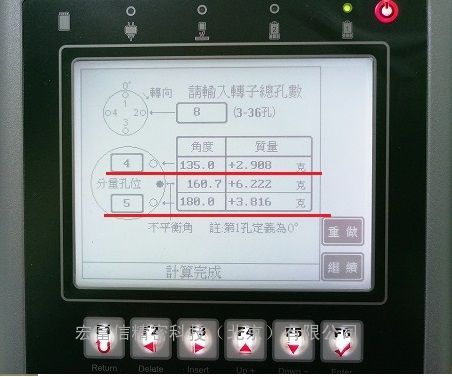
方法二:孔位分配
电机皮带轮处设计均匀孔位
3-36个孔位可以任意选定,(叶片叶轮动平衡方法同样)
0度定义为*孔位,此处第五个孔位和第六孔位加螺丝配重
仪器自动显示出在第几个空位增加多重的配重螺丝
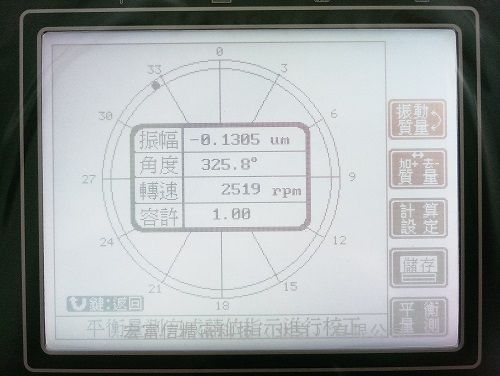
振动迅速降低:
有个2-3次的钻孔配重,电机振动会明显降低。
振动值由6.812um降至0.13um,
不平衡克数1.609克降至0.05克
符合IS01940动平衡等级
G0.4 精密磨床的主轴;电机转子标准

新发布
-
 宏富信精密科技(北京)有限公司联系热线
宏富信精密科技(北京)有限公司联系热线
13911901007内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。宏富信精密科技(北京)有限公司 电话:010-57468190 手机:13911901007 地址: 北京市通州区通胡大街70号百合湾大厦